1、プロセスの紹介 |ロボット溶接は何を解決できるのでしょうか?
高い一貫性: 再現性精度 ± 0.05 mm、安定した溶接外観と溶け込み深さ、手動変動を排除
高速: MIG 速度は 1.2 m/min に達し、手動操作の 2 ~ 3 倍高速
複雑なパス: 6 軸リンク + 外軸、空間曲線の完成、円管の交差ライン、狭いキャビティの内側の溶接
制御可能な熱入力: パルス/デュアル パルス/コールド メタル トランジション (CMT)モード、シート変形を低減 ≤ 1 mm
マルチプロセス切り替え: MIG/MAG/TIG/プラズマ アーク/レーザー複合、1 台のマシンで多目的に対応
2、能力
| アイテム | パラメータ |
|---|---|
| 最大ワークサイズ | 3500×1500×800mm(2軸ポジショナ付) |
| 材料の厚さ | 0.8mm~60mm |
| 材料の種類 | 炭素鋼、ステンレス鋼、アルミニウム、銅、チタン合金、クロムモリブデン鋼 |
| 溶接の種類 | フィレット、バット、ラップ、円周、空間交差線 |
| 溶接位置 | フラット、水平、垂直、オーバーヘッド、オールポジション |
| バッチ容量 | 1~1,000個/バッチ、24時間連続運転 |
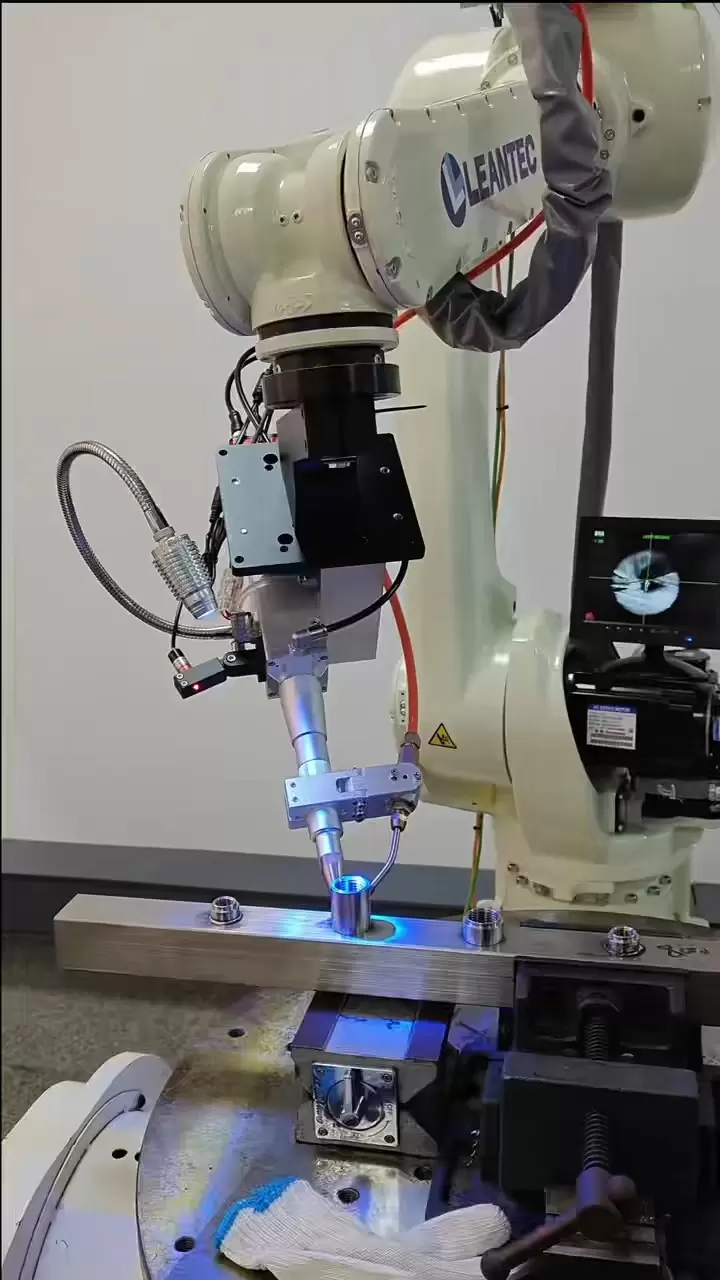
3、当社の設備
ファナック M-20iA + リンカーン パワーウェーブ i400
6 軸荷重 20 kg、再現精度 ± 0.02 mm
パルス MIG/MAG、アルミニウム厚さ 1 mm ~ 20 mm、飛散なし
KUKA KR30-3 + フロニウス TPS 500i
外部2軸ポジショナ、回転直径3.5メートル
炭素鋼厚板多層多層溶接、片面溶け込み60mm
ABB IRB 4600+レーザー複合ヘッド 4 kW
レーザー MIG 複合材料、速度 2 m/min、変形 <0.5 mm
ステンレス鋼シート上の長い溶接用に特別に設計
安川MA1440+TIG冷線
チタン合金およびクロムモリブデン鋼の圧力容器、ルート溶接とワイヤ充填が一度に完了
クリーンルームレベルのガス保護チャンバー、酸素含有量<50 ppm
4、溶接事例 |ロボット溶接事例
溶接シーム:長さ 4 メートルの外周コーナー溶接シーム + 内部補強オーバーラップ
プロセス:パルス MIG、デュアル ロボット デュアル ステーション交互
結果:溶接速度1.0m/min、変形量≦1mm、X線一次皮膜率99%
ビート: 1 個あたり 90 秒、毎日 960 個生産
溶接シーム: 30 mm 厚突合せ継手 + 70 ° 溝
プロセス:ロボット MAG 多層およびマルチパス、外部軸反転
結果: -20 ℃での衝撃エネルギーは 80 J 以上で、欧州 CE 認証を満たしています。
納期:可動アーム月産300本、一次合格率98%
溶接シーム: Ti-6Al-4V 薄肉 1.5 mm TIG 突合せジョイント
プロセス:ロボットコールドワイヤー TIG+クリーンルーム、酸素含有量<30 ppm
結果:溶接色は銀白色で、酸化はなく、引張強度は ≥ 950 MPa です。
テスト:航空宇宙産業の顧客による CT + 超音波二重検査による
5、品質と認証
ISO 3834-2 溶接品質システム
EN 1090-EXCEL3/EN 15085-CL1 鋼構造物/鉄道車両用認証
AWS D1.1/D1.2 炭素鋼/アルミニウム構造物認証
各溶接シームには、UII 番号、パラメータを追跡するための QR コード スキャン、溶接ワイヤ、およびガス バッチが付属しています。
6、なぜロボット溶接を選ぶのですか?
24 時間連続生産により、リードタイムが 40% 削減されます。
溶接修理率が 1% 未満で、後続の研磨/溶接修理のコストが節約されます。
データ ループ: 溶接電流、電圧、速度をリアルタイムで MES にアップロードし、ワンクリックで PDF レポートを生成します。
柔軟なプログラミング: 新製品は、ティーチングのために機械を停止することなく、30 分でオフライン プログラミングを完了できます。
信頼性の信頼性
世界市場への長年の輸出経験により、品質、物流、コンプライアンスにおける当社の信頼性が証明されています。
認定された品質管理と標準化された生産により、あらゆる注文に対して信頼性が高く再現性のある結果が保証されます。
どの程度の許容差を達成できますか?
当社の CNC 加工の標準公差は DIN-2768-1-f (ファイン) または +/-0.01mm です。高精度の要件については、形状や材質に応じて +/-0.005mm という厳しい公差を達成することができます。
どのような表面仕上げを提供していますか?
そのままの状態(バリ取り) サンドブラスト アルマイト処理(Ⅱ型 Ⅲ型) 研磨 鏡面研磨 粉体塗装 塗装 レーザー彫刻(ロゴ・文字) などの表面処理サービスをワンストップでご提供いたします。
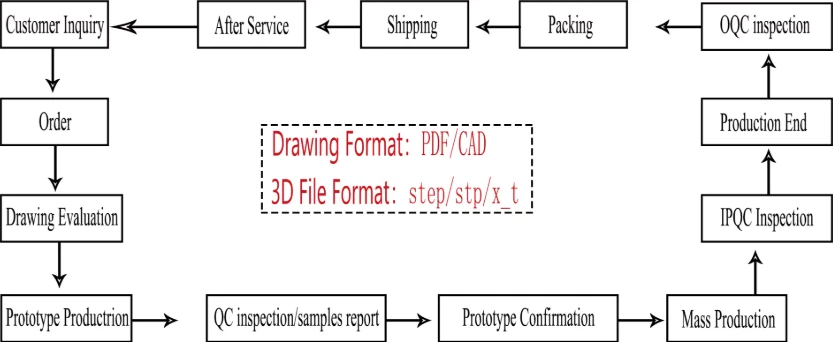
見積もりはどれくらいで入手できますか?
3D ファイル (STEP/IGES) と 2D 図面 (PDF) をお送りください。当社のエンジニアリング チームがそれらを分析し、6 ~ 12 時間以内に詳細な見積もりを提供します。
通常のリードタイムはどれくらいですか?
プロトタイプ: 3 ~ 7 日、生産 10 ~ 20 日 緊急のプロジェクトには特急サービスも提供しています。
量産前のサンプルは提供してもらえますか?
はい、承認のために量産前サンプルを作成することを常にお勧めします。フルバッチを実行する前に、検証のために写真/ビデオをお送りするか、物理サンプルを発送します。
部品が仕様を満たしていない場合はどうなりますか?
当社には厳格な品質管理ポリシーがあります。部品が図面仕様を満たしていない場合は、無料で作り直すか、全額返金いたします。私たちは品質を 100% 支持します。
どのような材料を加工できますか?
弊社では、金属、アルミニウム (6061、7075)、ステンレス鋼 (303、304、316)、真鍮、銅、チタン、プラスチック: ABS、POM(デルリン)、PEEK、ナイロン、ポリカーボネートなど、幅広い材料を取り扱っています。特殊な材料が必要な場合は、お知らせください。

 ja
ja
 English
English 繁体中文
繁体中文 Italian
Italian Spanish
Spanish Japanese
Japanese Portuguese
Portuguese Korean
Korean Russian
Russian French
French German
German Estonian
Estonian Arabic
Arabic Indonesian
Indonesian



 メッセージ
メッセージ