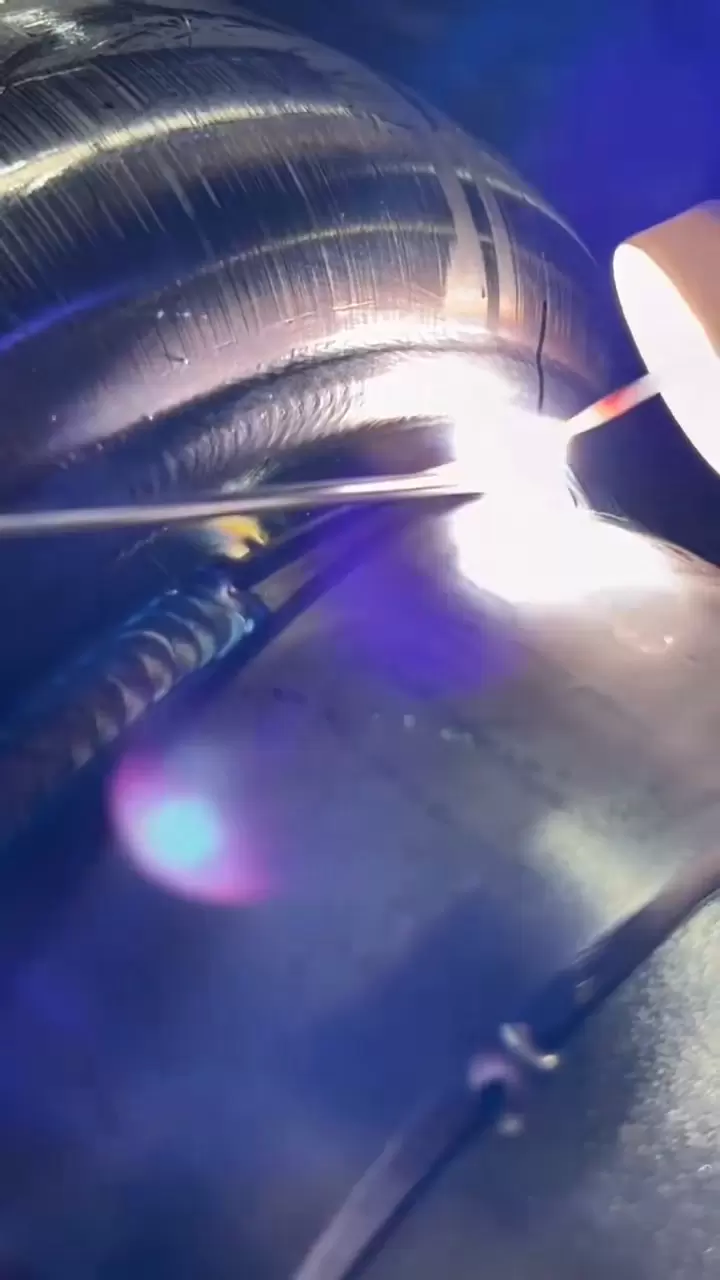
1、プロセスの紹介 |アルゴンアーク溶接はどのような問題を解決できますか?
超高溶接品質: 不活性アルゴンガス完全保護、飛散なし、気孔なし、一次通過率 ≥ 99%、放射線検査グレード I 皮膜率 ≥ 98%
極薄板溶接可能: 電流下限 5 A、肉厚 0.3 mm、焼き付きのないステンレス鋼管突合せ継手、変形 ≤ 0.1 mm
高い美的魅力: 溶接シーム上の魚鱗パターンは均一で、Ra ≤厚さ1.6μmで、研磨不要で直接ブラシ掛けや電解研磨が可能
全姿勢溶接:6軸ロボット+揺動機構により、円周シーム、垂直溶接、上向き溶接、狭ギャップ内面溶接を実現
全材質対応:炭素鋼、ステンレス鋼、チタン、アルミニウム、銅、ニッケル基合金、異種金属(鋼アルミニウム、銅ステンレス鋼)
2、能力
| アイテム | パラメータ |
|---|---|
| 最大ワークサイズ | 3500×1500×800mm(ロボットアーム到達距離) |
| 板厚範囲 | 0.3 mm – 12 mm (シングルパス) |
| 溶接タイプ | バット、フィレット、円周、垂直、オーバーヘッド、ナローギャップ |
| 溶接位置 | オールポジション(フラット、水平、垂直、オーバーヘッド、円周360°) |
| 表面品質 | アンダーカットなし、気孔なし、Ra ≤ 1.6 µm |
| 機械的性質 | 引張強さ ≥ 95% 母材、-40℃ 衝撃 ≥ 47 J (炭素鋼) |
3、当社の設備
Fronius MagicWave 5000 ACDC + FANUC M-20iA
500 A 方形波 AC/DC、飛び散りのないアルミニウムマグネシウム合金。ロボット繰り返し ± 0.02 mm
リンカーン インバーテック V350-PRO + KUKA KR30 HA
350 A DC パルス、チタン合金/ステンレス鋼の極薄プレート用に特別に設計
Miller ダイナスティ 350 AC/DC ハンドヘルドセット × 6 セット
手動溶接修理、最初のピースのサンプリング、リアルタイムの電流/電圧監視
直径600mmの自動リングシームTIG専用機
0~90°の傾斜、0.1~10 rpmの無段階速度調整、圧力容器ヘッドのリングシームに適しています
4、TIG溶接事例 |代表的な応用例
材質: 6063-T5 押出プロファイル、壁厚 2 mm
溶接シーム:四辺のコーナージョイント、全長 1.4 メートル、IP66 シーリングが必要
プロセス: AC 220 A 方形波、パルス周波数 2 Hz、層間温度 ≤ 80 ℃
結果:銀白色の溶接シーム、ヘリウム漏れ検出 ≤ 1 × 10 ⁻⁶ Pa・m 3/s、漏れなしの月産 100,000 個
Material: Ti-6Al-4V Φ 4 mm thin-walled tube
Weld seam: circumferential seam docking, protective gas Ar+He mixture
Process: DC pulse 40 A, back argon tray protection, oxygen content<50 ppm
Result: Tensile strength ≥ 950 MPa, fatigue passed 10 times, no oxidation discoloration
Material: SUS304 δ=0.6 mm corrugated plate
Weld seam: 360 ° circumferential seam, appearance mirror requirement
Process: Low frequency pulse 80A, swing amplitude 2mm, pure argon protection
Result: Ra ≤ 0.4 µ m, can be directly electrolytic polished, batch of 1.2 million pieces without rework
5、 Quality and traceability
ISO 15614-1 TIG Welding Process Certification
Online argon arc welding tracking: real-time recording of current, voltage, and speed, QR code engraving traceability
Each batch: First piece X-ray+stretching+bending, 10% appearance inspection for mass production
Helium mass spectrometer leak detector: leakage rate ≤ 1 × 10 ⁻⁶ Pa · m ³/s (aluminum box case)
Trust Reliability
Years of export experience to global markets, proving our reliability in quality, logistics, and compliance.
Certified quality management and standardized production ensure reliable and repeatable results for every order.
What tolerances can you achieve?
Our standard tolerance for CNC machining is DIN-2768-1-f (fine)or +/-0.01mm. For high-precision requirements, we can achieve tolerances as tight as +/-0.005mm depending on the geometry and material.
What surface finishes do you offer?
We provide one-stop surface treatment services, including: As-machined (De-burred) Sandblasting Anodizing (Type ll Type III)Polishing Mirror Polishing Powder Coating Painting Laser Engraving (Logo/Text)
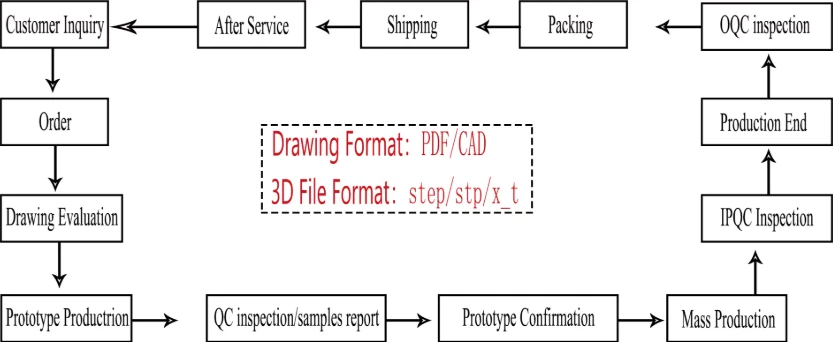
How fast can I get a quote?
Send us your 3D files (STEP/IGES) and 2D drawings (PDF). Our engineering team will analyze them and provide a detailed quote within 6-12 hours.
What is your typical lead time?
Prototypes: 3-7 days Production 10-20 days We also offer an Expedited Service for urgent projects.
Do you provide samples before mass production?
Yes, we always recommend making a pre-production sample for approval. We will send you photos/videos or ship the physical sample to you for verification before running the full batch.
What if the parts do not meet the specifications?
We have a strict Quality Control policy. If the parts do not meet the drawing specifications, we will remake them for free or provide a full refund. We stand behind our quality 100%.
What materials can you machine?
We work with a wide range of materials including: Metals, Aluminum (6061, 7075), Stainless Steel (303, 304, 316), Brass, Copper, Titanium Plastics: ABS, POM(Delrin), PEEK, Nylon, Polycarbonate. If you need a special material, just let us know.

 ja
ja
 English
English 繁体中文
繁体中文 Italian
Italian Spanish
Spanish Japanese
Japanese Portuguese
Portuguese Korean
Korean Russian
Russian French
French German
German Estonian
Estonian Arabic
Arabic Indonesian
Indonesian



 メッセージ
メッセージ