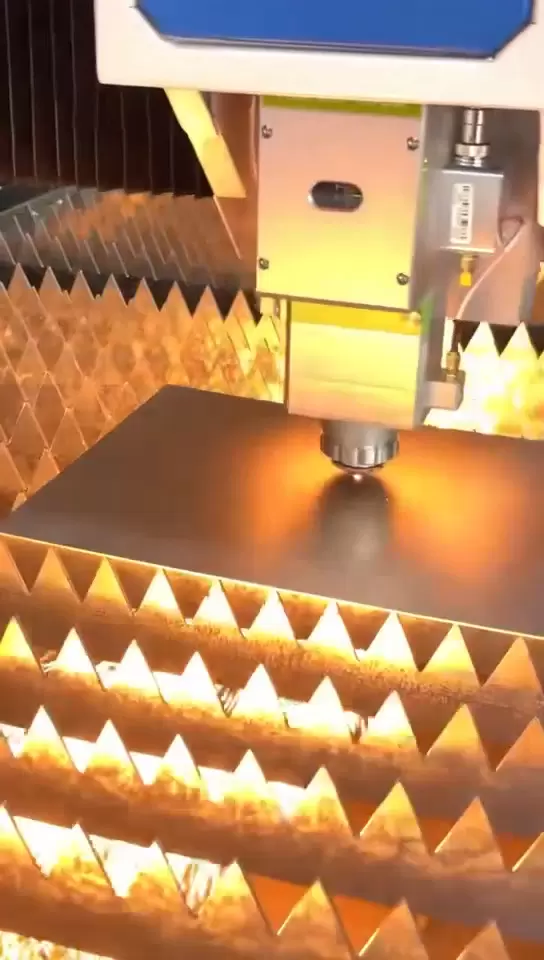
1、プロセスの紹介 |レーザー切断で何が解決できるのでしょうか?
高精度輪郭: ファイバーレーザー切断シーム 0.1 mm、鋭角 R ≤ 0.05 mm、機械加工アセンブリ穴の要件を満たさない
複雑な任意グラフィックス: DXF/DWG を一度にインポート、6 軸リンクで 3D サーフェス、斜面、およびホーン口を切断可能
高速薄板: 1 kW 出力、1 mm 炭素鋼速度、18 m/min、プラズマの 3 倍高速
小さな熱影響ゾーン: ファイバーレーザーHAZ ≤ 0.2 mm、切断後に直接圧延されたステンレス鋼、マイクロクラックなし マルチマテリアル
互換性:炭素鋼、ステンレス鋼、アルミニウム、銅、真鍮、チタン、複合材料、積層板
2、能力
| アイテム | パラメータ |
|---|---|
| 最大シートサイズ | 3000×1500mm(交換テーブル)/6000×2000mm(大型ベッド) |
| レーザー出力 | 1kW~12kWのファイバー |
| 炭素鋼の厚さ | 1~25mm(12kW) |
| ステンレス鋼の厚さ | 1~30mm(12kW) |
| アルミニウムの厚さ | 1~20mm(12kW) |
| 真鍮/銅 | 1~12mm(窒素専用ノズル付) |
| 切断精度 | ±0.03mm / 繰返し精度±0.01mm |
| 表面粗さ | Ra ≤ 6.3 μm (8 kW 炭素鋼 20 mm) |
3、当社の設備
バイトロニック ByStar 3015 12 kW
3000×1500mm、交換テーブル2×2秒、BeamShaper厚板モード
炭素鋼25mm光沢切断、ステンレス鋼30mmノロ垂れなし
トルンフ トゥルーレーザー 5030 8 kW
高速薄板専用、1mm 炭素鋼 25m/min
CoolLine 水ミスト冷却、アルミ 10mm 変形なし
アマダ ENSIS 3015 6kW
自動ノズル交換+AIフォーカストラッキング、積層ステンレス鋼に最適
銅/真鍮の窒素切断、反射材の安全監視
BLM LC5 3D ファイバーレーザーチューブ切断機
直径10~220mmの丸管、直径150×150mmの角管
45°斜め切断・穴あけ・溝入れが一度に完了する3D5軸ヘッド
4、レーザー切断事例 |カッティングケース
材質: 2.5 mm 3003-H14 アルミニウム
グラフィック:長い溶接シーム位置の周囲に不規則な輪郭を持つ 360 φ 8 mm の放熱穴
課題:穴の相対位置 ± 0.05 mm、熱影響範囲 < 0.2 mm
ソリューション: 8 kW 窒素切断、ノズル 1.2 mm、AI フォーカス リアルタイム追跡
結果:切断速度 15 m/min、穴真円度 0.03 mm、直接バリ取りして次のリベット接合工程に入る
材質: Q355B熱間圧延板 20mm
グラフィック:外観 850 × 450 mm、直径 30 mm の位置決め穴 12 個
ソリューション: 12 kW 酸素切断、BeamShaper 光沢プロセス;一般的なエッジカットにより、ボード材料を 18% 節約
結果:切断幅0.35mm、スラグ垂れ高さ0.1mm以下、二次研磨不要
材質: Cu-Zn30真鍮 1.2mm
グラフィック: 3D ホーン口 120 ° 円錐、360 ° 連続曲線
ソリューション:窒素 12 バール、3D 5 軸ヘッド、フォローフォーカス
結果:エッジに酸化がなく、コーティングを直接研磨できるため、2 つの手動プロセスが節約されます。
5、ガスとエネルギーの消費量
ファイバーレーザーの電気光変換率は 35%、エネルギー消費量は CO₂ レーザーの 3 分の 1 です。
空気切断: 1 ~ 6 mm の炭素鋼、コスト↓ 40%>
酸素切断: 7 ~ 25 mm の炭素鋼、光沢効果
窒素切断: ステンレス鋼/アルミニウム/銅、酸化残留物なし
高圧窒素 30 bar: 銅 12 mm 無反射、安全な切断
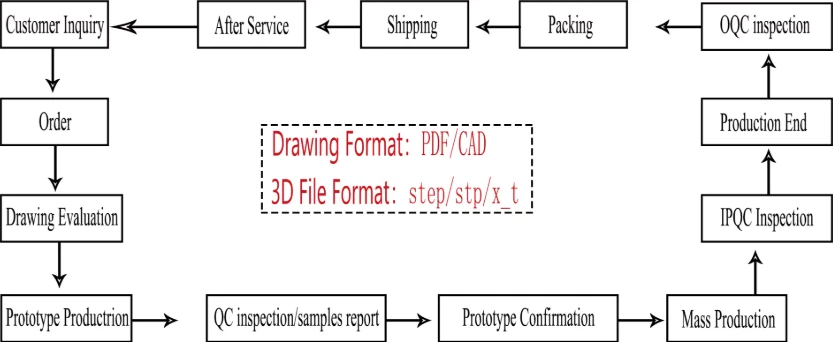
6、自動化とトレーサビリティ
自動ノズル交換 5 ~ 25 mm、ノズル交換時間 < 25 秒
自動エッジ検出 + 6 点キャリブレーション、基板の偏差が ≤ 0.5 mm の場合でも正確な切断が可能
余剰材料レイアウト用の AI アルゴリズム、材料利用率が 8 ~ 12% 向上
QR コード マーキング: 切断後、部品番号と炉番号を直接レーザーでマーキングし、コードをスキャンしてトレーサビリティを確保
MES ドッキング: 切断時間、ガスの種類、電力、速度をリアルタイムでアップロードデータ
信頼性の信頼性
世界市場への長年の輸出経験により、品質、物流、コンプライアンスにおける当社の信頼性が証明されています。
認定された品質管理と標準化された生産により、あらゆる注文に対して信頼性が高く再現性のある結果が保証されます。
どの程度の許容差を達成できますか?
当社の CNC 加工の標準公差は DIN-2768-1-f (ファイン) または +/-0.01mm です。高精度の要件については、形状や材質に応じて +/-0.005mm という厳しい公差を達成することができます。
どのような表面仕上げを提供していますか?
そのままの状態(バリ取り) サンドブラスト アルマイト処理(Ⅱ型 Ⅲ型) 研磨 鏡面研磨 粉体塗装 塗装 レーザー彫刻(ロゴ・文字) などの表面処理サービスをワンストップでご提供いたします。
見積もりはどれくらいで入手できますか?
3D ファイル (STEP/IGES) と 2D 図面 (PDF) をお送りください。当社のエンジニアリング チームがそれらを分析し、6 ~ 12 時間以内に詳細な見積もりを提供します。
通常のリードタイムはどれくらいですか?
プロトタイプ: 3 ~ 7 日、生産 10 ~ 20 日 緊急のプロジェクトには特急サービスも提供しています。
量産前のサンプルは提供してもらえますか?
はい、承認のために量産前サンプルを作成することを常にお勧めします。フルバッチを実行する前に、検証のために写真/ビデオをお送りするか、物理サンプルを発送します。
部品が仕様を満たしていない場合はどうなりますか?
当社には厳格な品質管理ポリシーがあります。部品が図面仕様を満たしていない場合は、無料で作り直すか、全額返金いたします。私たちは品質を 100% 支持します。
どのような材料を加工できますか?
弊社では、金属、アルミニウム (6061、7075)、ステンレス鋼 (303、304、316)、真鍮、銅、チタン、プラスチック: ABS、POM(デルリン)、PEEK、ナイロン、ポリカーボネートなど、幅広い材料を取り扱っています。特殊な材料が必要な場合は、お知らせください。

 ja
ja
 English
English 繁体中文
繁体中文 Italian
Italian Spanish
Spanish Japanese
Japanese Portuguese
Portuguese Korean
Korean Russian
Russian French
French German
German Estonian
Estonian Arabic
Arabic Indonesian
Indonesian



 メッセージ
メッセージ