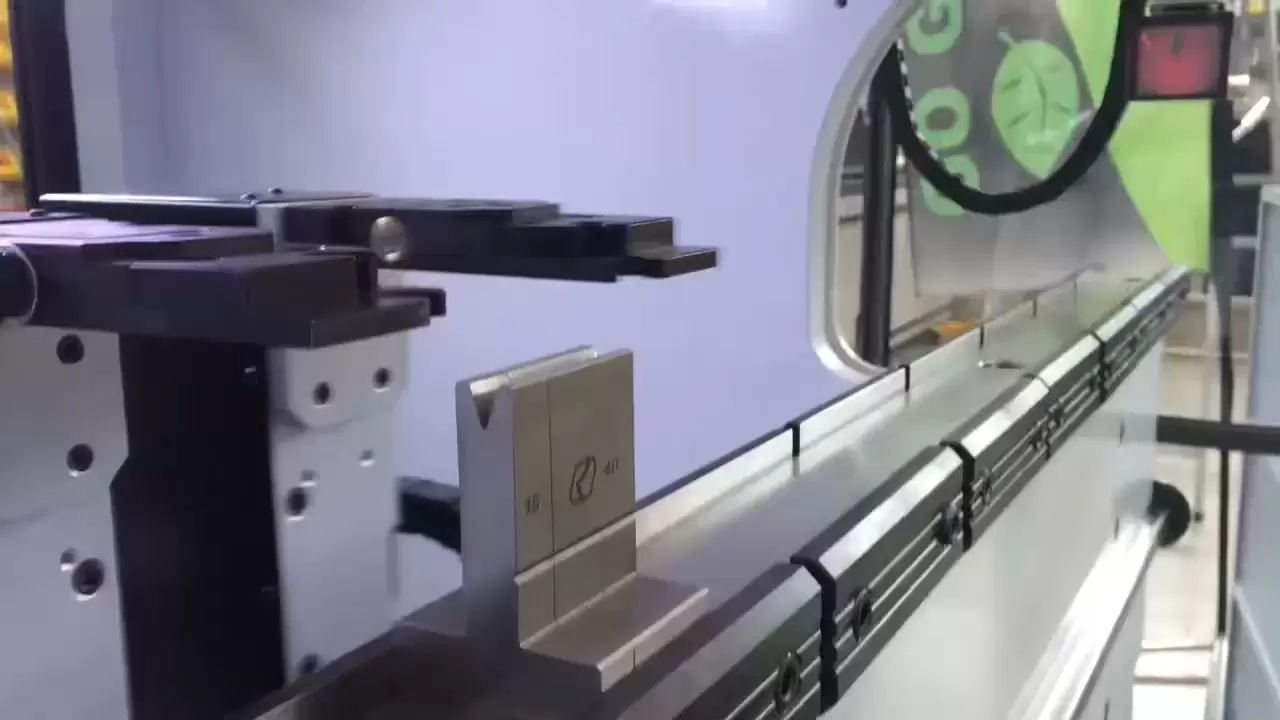
1、プロセスの紹介 |ベンディングマシンは何を解決しますか?
ワンタイム成形: 金属シートを任意の 2 次元断面に折り曲げ、スプライシングや二次加工が不要
高精度角度: CNC リアストップ材料 + グレーチング定規、繰り返し精度 ± 0.1 °、検査不要の組み立て要件を満たす
小半径曲げ: 最小内側 R 0.2 mm、シャープエッジの家電パネルや高精度シャーシに適しています
長い真直度: 6 メートルの一体ビーム、合計真直度 ≤ 0.3 mm/1000 mm、エレベーターに適しています車と車のサイドパネル
複雑なポリゴン: 複数の曲げと自動金型交換により、ボックス、ディスク、C、Z 形状を 1 回で完成
2、能力
| アイテム | パラメータ |
|---|---|
| 最大曲げ長さ | 50mm~6100mm(自動送りオプションあり) |
| 最大曲げ力 | 40トン~2200トン |
| シート厚さの範囲 | 0.3mm~25mm(炭素鋼)/0.3mm~20mm(ステンレス鋼)/0.5mm~30mm(アルミニウム) |
| 曲げ角度範囲 | 0~180°(負の角度を含む) |
| バックゲージストローク | X 1000 mm × R 250 mm × Z 300 mm (7軸オプション) |
| 角度繰り返し精度 | ±0.1° |
3、当社の設備
トゥルーベンド 5170
170トン×3100mm、4軸CNC、高速油圧200mm/s
家電業界で好まれる1~3mmの薄板の高速バッチ生産に最適
トゥルーベンド 5230
230トン×4100mm、6軸+ACB角度リアルタイム補正
3-8mm中厚板、角度閉ループ±0.1°
LVD PPEB 2200/6100
2200トン×6100mm 8軸CNC 上下分割型
厚板20mm×6mの海洋鋼板を一括成形
HFE-M 100-3100 サーボ電動ベンディングマシン
100トン×3100mm、サーボモーター駆動、エネルギー消費量35%削減
0.3-2mmステンレスミラーシェル、油汚れなし、洗浄不要
4、曲げ加工事例 |曲げ加工事例
材質: 2mm 3003-H14 アルミニウム
形状:箱型 420×320×45mm 12曲
課題:内R0.8mm、寸法公差±0.1mm
ソリューション: TruBend 5170+シームレスフィルム+自動金型交換ライブラリ、30秒/個
結果:一次合格率は99.2%、1日の生産能力は1200個
材質: 1.5mm 304 ステンレス鋼ブラッシュプレート
長さ:全長5300mm(曲げ時)、高さ2200mm
難易度:全長真直度≦0.3mm、表面に伸線傷がないこと
ソリューション: LVD 6 メートル機械 + ポリウレタン下型 + 真空吸盤切断
結果:壁パネルの対角誤差は 0.5 mm 以下で、組立ラインに直接供給されます。
材質: 16 mm Q355B 熱間圧延プレート
角度: 90°鈍角88°(反発補正)
長さ: 5700mm、二つ折り時
ソリューション: 2200 トンの分割金型 + ACB リアルタイム角度フィードバック
結果:反発力は ± 0.3 ° で安定し、二次火炎校正の必要がなくなります。
5、金型と自動化
鋭角、グースネック、箱形、円弧をカバーする標準上下金型を800個以上保管 能力
5トン、金型交換時間90秒未満の自動金型交換倉庫(ATC)
ロボット曲げユニット:曲げ機+6軸ロボット+ビジュアルアライメント、24時間無人稼働
オフラインプログラミングソフトウェア:BySoft 7/TruTops Bend、3Dシミュレーション衝突、最初のピース調整時間を70%削減
6、品質とトレーサビリティ
ISO 9013 曲げ精度標準、角度公差レベル 1
各バッチの最初の 3 つの座標レポート + バッチサンプリング 10%
QR コードトレーサビリティ: 材料炉番号 + 金型番号 + 曲げパラメータ + 検査装置
MES と統合して、リアルタイムの曲げ力、角度、およびサイズデータをアップロード
信頼性の信頼性
世界市場への長年の輸出経験により、品質、物流、コンプライアンスにおける当社の信頼性が証明されています。
認定された品質管理と標準化された生産により、あらゆる注文に対して信頼性が高く再現性のある結果が保証されます。
どの程度の許容差を達成できますか?
当社の CNC 加工の標準公差は DIN-2768-1-f (ファイン) または +/-0.01mm です。高精度の要件については、形状や材質に応じて +/-0.005mm という厳しい公差を達成することができます。
どのような表面仕上げを提供していますか?
そのままの状態(バリ取り) サンドブラスト アルマイト処理(Ⅱ型 Ⅲ型) 研磨 鏡面研磨 粉体塗装 塗装 レーザー彫刻(ロゴ・文字) などの表面処理サービスをワンストップでご提供いたします。
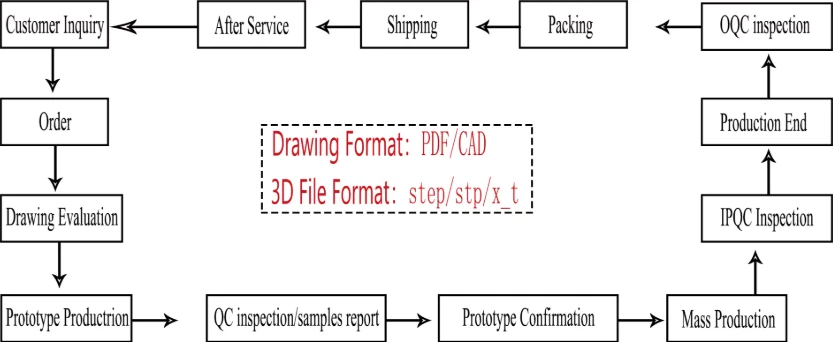
見積もりはどれくらいで入手できますか?
3D ファイル (STEP/IGES) と 2D 図面 (PDF) をお送りください。当社のエンジニアリング チームがそれらを分析し、6 ~ 12 時間以内に詳細な見積もりを提供します。
通常のリードタイムはどれくらいですか?
プロトタイプ: 3 ~ 7 日、生産 10 ~ 20 日 緊急のプロジェクトには特急サービスも提供しています。
量産前のサンプルは提供してもらえますか?
はい、承認のために量産前サンプルを作成することを常にお勧めします。フルバッチを実行する前に、検証のために写真/ビデオをお送りするか、物理サンプルを発送します。
部品が仕様を満たしていない場合はどうなりますか?
当社には厳格な品質管理ポリシーがあります。部品が図面仕様を満たしていない場合は、無料で作り直すか、全額返金いたします。私たちは品質を 100% 支持します。
どのような材料を加工できますか?
弊社では、金属、アルミニウム (6061、7075)、ステンレス鋼 (303、304、316)、真鍮、銅、チタン、プラスチック: ABS、POM(デルリン)、PEEK、ナイロン、ポリカーボネートなど、幅広い材料を取り扱っています。特殊な材料が必要な場合は、お知らせください。

 ja
ja
 English
English 繁体中文
繁体中文 Italian
Italian Spanish
Spanish Japanese
Japanese Portuguese
Portuguese Korean
Korean Russian
Russian French
French German
German Estonian
Estonian Arabic
Arabic Indonesian
Indonesian



 メッセージ
メッセージ